 山東中煤生產(chǎn)-錨桿拉力計,錨桿拉力
山東中煤生產(chǎn)-錨桿拉力計,錨桿拉力
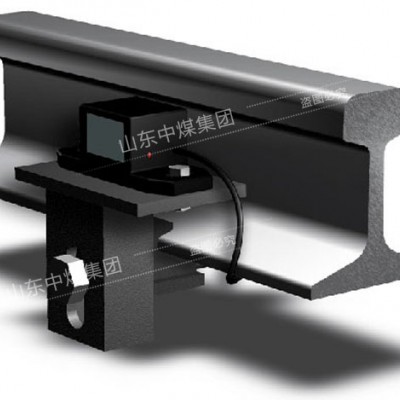 車輪傳感器,車輪傳感器-參數(shù),車輪傳
車輪傳感器,車輪傳感器-參數(shù),車輪傳
 山東中煤生產(chǎn)-阻化泵,廠家直銷-阻化
山東中煤生產(chǎn)-阻化泵,廠家直銷-阻化
 山東中煤生產(chǎn)-高壓水表,高壓水表-參
山東中煤生產(chǎn)-高壓水表,高壓水表-參
 山東中煤生產(chǎn)-調(diào)度絞車,廠家直銷-調(diào)
山東中煤生產(chǎn)-調(diào)度絞車,廠家直銷-調(diào)
 山東中煤生產(chǎn)廠家-電纜單軌吊,單軌
山東中煤生產(chǎn)廠家-電纜單軌吊,單軌
 山東中煤生產(chǎn)-,鋼軌打磨機-參數(shù),鋼
山東中煤生產(chǎn)-,鋼軌打磨機-參數(shù),鋼
 山東中煤生產(chǎn)廠家-外抽式真空包裝機
山東中煤生產(chǎn)廠家-外抽式真空包裝機
 太陽能紅閃燈-參數(shù),太陽能紅閃燈-生
太陽能紅閃燈-參數(shù),太陽能紅閃燈-生
 橡膠緩沖托輥
橡膠緩沖托輥
 山東中煤生產(chǎn)-不銹鋼座椅,不銹鋼座
山東中煤生產(chǎn)-不銹鋼座椅,不銹鋼座
 廠家直銷-薄膜太陽能電池
廠家直銷-薄膜太陽能電池
 山東中煤生產(chǎn)-軌道壓板,軌道壓板-參
山東中煤生產(chǎn)-軌道壓板,軌道壓板-參
產(chǎn)品詳情
歡迎來到山東中煤工礦物資集團有限公司機械電器制造分公司!
- 銷售熱線:18553715357
- 移動版

- 企業(yè)百科
- 企業(yè)口碑 返回搜礦網(wǎng)




產(chǎn)品價格 面議
最小起訂量:1 個 可售數(shù)量:999999 個

滾輪罐耳為提升容器(罐籠或其箕斗)的組成部分,滾輪罐耳起導(dǎo)向和緩沖作用,其結(jié)構(gòu)由底座、擺轉(zhuǎn)臂、滾輪、緩沖組成。
滾輪罐耳按結(jié)構(gòu)形式不同分為:緩沖式滾輪罐耳,輕型滾輪罐耳,液壓滾輪罐耳,緩沖器,滾輪罐耳五大類。
以液壓緩沖器取代傳統(tǒng)的緩沖結(jié)構(gòu),承載能力大、運行平穩(wěn)、可靠性高、壽命長、調(diào)整維修方便。
底座等零部件采用新型材料,整體結(jié)構(gòu)強度更高,抗沖擊性強。緩沖器復(fù)位壓力小,可有效地避免滾輪與罐道產(chǎn)生異常碰撞。通過杠桿傳遞到減震筒上,同時起到導(dǎo)向、緩沖與穩(wěn)定作用。
罐道與罐耳由滑動摩擦變?yōu)闈L動摩擦,因此減少了動力消耗,降低了噪音,罐道和罐耳的磨損也大大降低。從而,提高了罐道和罐耳的使用壽命。
滾輪罐耳主要結(jié)構(gòu):
機加工件未注尺寸公差應(yīng)符合GB/T 1804-2000中m級,未注形位公差應(yīng)符合GB/T 1184-1996中直線度、平面度。同軸度。對稱度、垂直度未注公差值為K級的規(guī)定;
焊接件未注尺寸公差與形位公差應(yīng)符合JB/T 5000.3-2007中尺寸公差、角度公差為B級形位公差為F級的規(guī)定;
應(yīng)選用滿足焊接機械性能且化學(xué)成份符合或接近母材的焊條進行焊接;
焊縫坡口的基本形式與尺寸應(yīng)符合GB/T 985.1的規(guī)定;
焊縫應(yīng)嚴密、均勻、不應(yīng)出現(xiàn)燒穿、裂紋、弧坑、未焊透、未熔合、氣孔等缺陷;
型鋼構(gòu)件在焊接前應(yīng)先進行噴砂表面處理;
重要承載焊接件焊后應(yīng)進行消除應(yīng)力處理;
滾輪罐耳承受的允許水平力、緩沖裝置剛度、緩沖裝置行程和初始張力應(yīng)符合固定。
滾輪罐耳試驗要求:
焊縫質(zhì)量檢查:焊接件的焊縫檢查,應(yīng)在校正前進行。用目測或低于10倍的放大鏡觀察是否有裂紋,夾渣及低于焊縫高度的弧坑等缺陷,對重要的部件用小錘敲擊檢查。
緊固件運動件檢查:檢查滾輪罐耳的緊固件、選擇部件,是否符合標準的要求。
允許水平力、緩沖裝置剛度、緩沖裝置行程和初始張力檢查:在專用實驗臺上進行檢查。滾輪的行程通過設(shè)置的頂絲來控制,滾輪罐耳承受的初始張力和允許水平力有頂絲與滾筒之間的設(shè)置測力計測量,同時測量并記錄滾輪的行程。檢查允許水平力、緩沖裝置剛度、緩沖裝置行程和初始張力是否符合標準的規(guī)定。
表面質(zhì)量及涂裝檢查:觀察滾輪罐耳整體表面質(zhì)量是否符合標準的要求。涂層厚度采用涂膜測厚儀檢測,滾輪罐耳表面涂層厚度是否符合標準的要求。漆膜附著力采用劃格法檢查,罐耳表面漆膜附著力是否符合標準的要求。
滾輪罐耳安裝與試運轉(zhuǎn):
安裝與試運轉(zhuǎn):現(xiàn)場安裝時,調(diào)整好滾輪罐耳與罐道的壓力,測量滑動罐耳與罐道的間隙,應(yīng)符合《煤礦安全規(guī)程》的規(guī)定。保證軸心線水平或徑向中心線垂直于罐道面。
試用、維修和操作時應(yīng)注意的事項:運轉(zhuǎn)中由于滾輪罐耳的膠輪的磨損應(yīng)及時調(diào)整,使?jié)L輪前傾靠近罐道,保證滾輪罐耳與罐道的壓力。
聯(lián)系人:謝先生 手機號:18553715357(微信同步)QQ:1731563848 旺旺:weixinny04